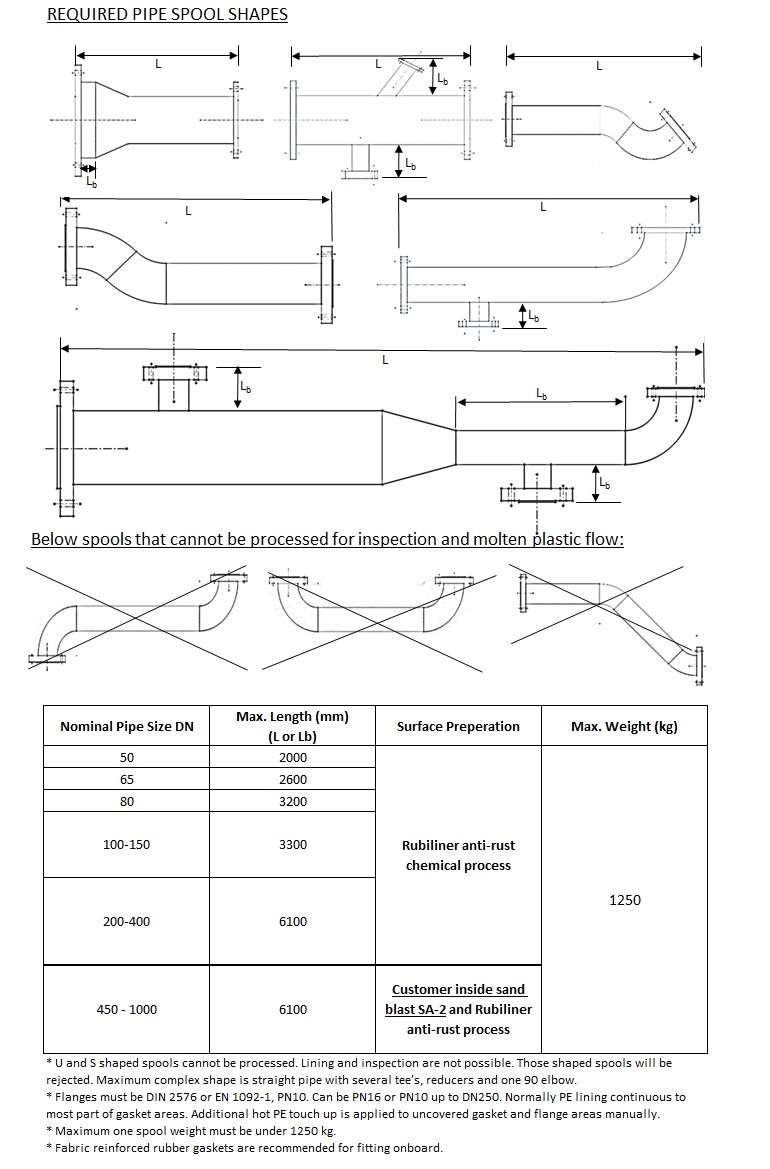
REQUIRED PIPE SPOOL SHAPES and AVERAGE LINING THICKNESS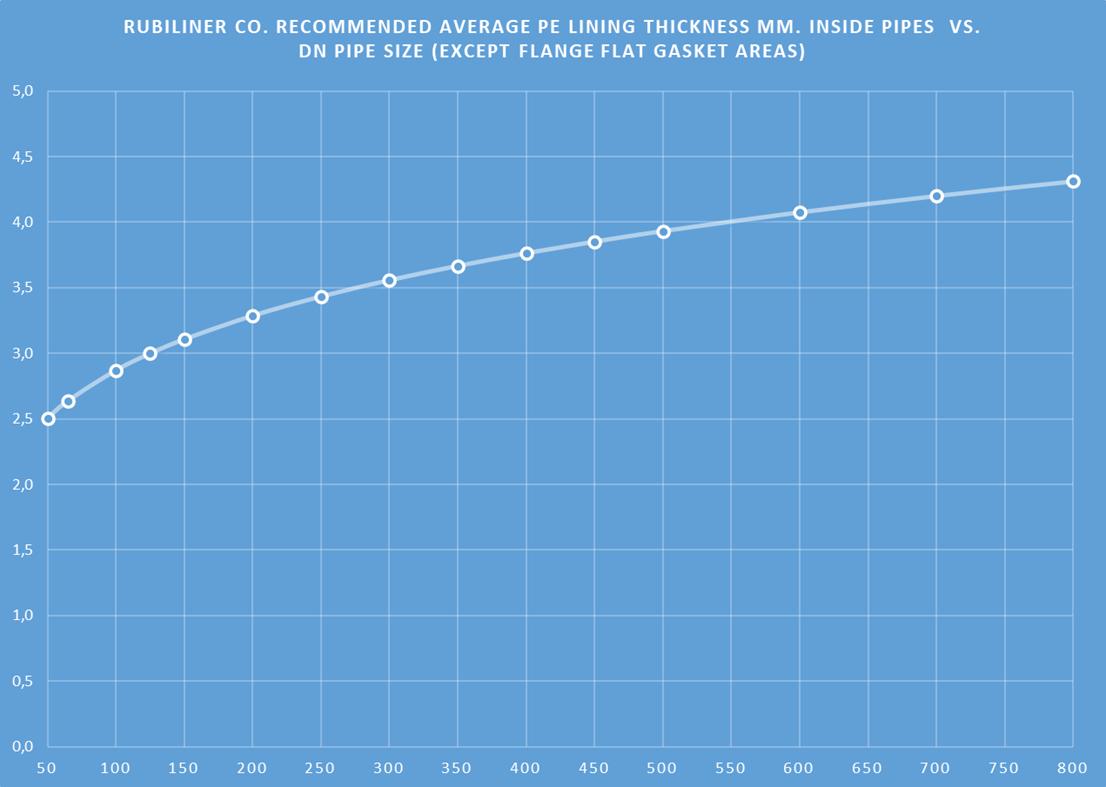



 Visual inspection is performed to all PE coated pipes coming out of the process The coating quality and surface are checked by the quality control engineer. Defective pipes are taken to the coating process again.
Visual inspection is performed to all PE coated pipes coming out of the process The coating quality and surface are checked by the quality control engineer. Defective pipes are taken to the coating process again.
 Thickness test is performed with a thickness gauge on PE coated pipes. Under the supervision of the quality control engineer, measurements are made by determining at least 5 measurement points in the lining and flange mouths of the pipe. According to Rubiliner process standards, measurement results are required to be in the range of 1500-3000 microns (1.5-3 mm). Measuring ranges can be re-determined according to the demands of our customers.
Thickness test is performed with a thickness gauge on PE coated pipes. Under the supervision of the quality control engineer, measurements are made by determining at least 5 measurement points in the lining and flange mouths of the pipe. According to Rubiliner process standards, measurement results are required to be in the range of 1500-3000 microns (1.5-3 mm). Measuring ranges can be re-determined according to the demands of our customers.
 Within the scope of our quality assurance studies, an adhesion test is performed by taking samples from PE coated pipes.
Within the scope of our quality assurance studies, an adhesion test is performed by taking samples from PE coated pipes.
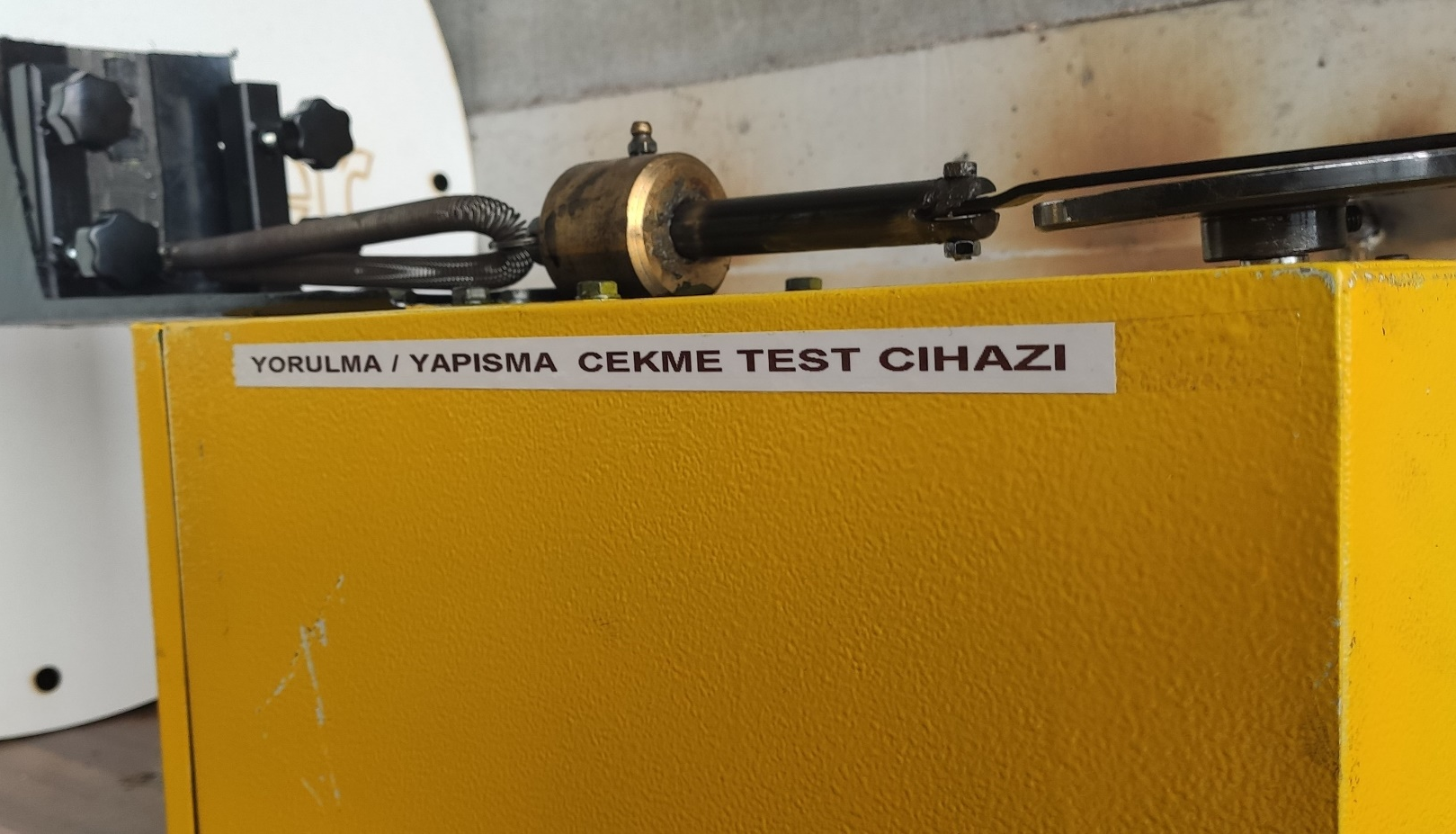
 Within the scope of our quality assurance studies, a fatigue/adhesion test is performed by taking samples from PE coated pipes.
Within the scope of our quality assurance studies, a fatigue/adhesion test is performed by taking samples from PE coated pipes.
 Within the scope of our quality assurance studies, long-term corrosion tests are carried out by taking samples from PE coated pipes.
Within the scope of our quality assurance studies, long-term corrosion tests are carried out by taking samples from PE coated pipes.
In the epoxy interlayer polyethylene coating sample kept in aggressive acidic (sulfuric acid ph: 0) solution at 60 C, it is tested that the acid melts the metal but does not damage the polyethylene coating.
 Randomly section checks.
Randomly section checks.
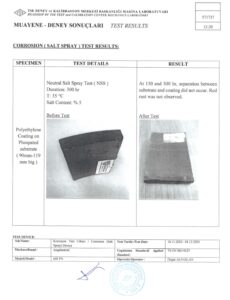 Corrosion tests of the samples of the PE coated pipes were carried out at the Turkish Standards Institute.
Corrosion tests of the samples of the PE coated pipes were carried out at the Turkish Standards Institute.
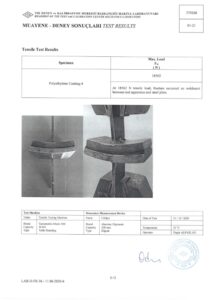 Tensile tests of the samples of the PE coated pipes were carried out at the Turkish Standards Institute.
Tensile tests of the samples of the PE coated pipes were carried out at the Turkish Standards Institute.

